Digital Manufacturing Tools in the Simulation of Collaborative Robots: Towards Industry 4.0
Fábio Lima
Centro Universitário FEI, São Bernardo do Campo, São Paulo, Brazil.
Caroline Nogueira de Carvalho
Centro Universitário FEI, São Bernardo do Campo, São Paulo, Brazil.
Mayara B. S. Acardi
Centro Universitário FEI, São Bernardo do Campo, São Paulo, Brazil.
Eldiane Gomes dos Santos
Centro Universitário FEI, São Bernardo do Campo, São Paulo, Brazil.
Gabriel Bastos de Miranda
gabriel.Miranda@kukasystems.com.br
Centro Universitário FEI, São Bernardo do Campo, São Paulo, Brazil.
Rodrigo Filev Maia
Centro Universitário FEI, São Bernardo do Campo, São Paulo, Brazil.
Alexandre Augusto Massote
Centro Universitário FEI, São Bernardo do Campo, São Paulo, Brazil.
ABSTRACT
Goal: The main objective of this study is to analyze the impact of inserting a collaborative robot in a production line of a factory of the automotive sector.
Design / Methodology / Approach: Two simulation environments were developed. The first one models the original operation without the collaborative robot. The second one evaluates the impact of inserting the robot. This work is quantitative.
Results: The paper presents the use of digital manufacturing tools in a simulation of a collaborative operation between a human and a collaborative robot. The simulations with and without the collaborative robot were performed, and they make it possible to emphasize the benefits of the collaborative operation in a real production line.
Limitations of the investigation: The first simulation scenario was validated from the real data provided by the factory. However, the second scenario is a suggestion, emphasizing the benefits of collaborative operation. Implementation of the second scenario was not conducted.
Practical implications: Since its completion depended on support from the automotive sector, this work is noticeably practical. The real data used in the first scenario as well as the assumptions made in the second scenario allow one to conclude that it is possible to implement the propositions with the collaborative robot in the chosen line.
Originality / Value: The use of the collaborative robot in Brazil was forbidden by regulation until recently. Even in other countries decision makers still find have difficulty deciding for this new technology. For this reason, the benefits of using collaborative robots, mainly in Brazilian companies, is still not clear. This work contributes to the collaborative robot discussion and consequently to Industry 4.0 implementation by creating a digital twin of an existing process and inserting a collaborative robot in it. The results should be used by decision makers to decide for inserting this technology in their factories.
Keywords: Digital manufacturing; Collaborative robotics; Industry 4.0; Simulation
INTRODUCTION
The industry considered the creation of the steam engine a milestone of its first revolution, since it enabled mechanizing industrial processes. It is assumed that the creation of electric power and mass production drove the second great revolution, contributing to the social and economic transformation of the period (Hopp and Spearman, 2011).
Subsequently, the third industrial revolution is represented by the computerization of systems and, especially, by the automation of production. Machines and robots began to replace humans in processes and enabled a new reality of control and execution of production lines. It should be observed, however, that the need to exchange information in a quick and reliable way as well as provide autonomy to processes requires more technology than that provided until the third industrial revolution. These necessities led to the beginning of a new shift: the fourth industrial revolution (Hopp and Spearman, 2011).
According to Schwab (2017), the fourth industrial revolution, also called Industry 4.0, has as its main characteristic the cyber-physical systems (CPS) connected via internet. The term Internet of Things (IoT) is used to represent how fundamental the data network and information flow are for one to implement, connect, manage, and analyze these systems.
In this paper, two integrated themes are addressed inside the Industry 4.0 concept. The first is digital manufacturing, in which it is possible to develop, scale, plan, simulate, validate, and manage risks and costs completely in a virtual environment (Zhou et al., 2012). Using simulation tools in the digital manufacturing context allows for the performance evaluation of a system or product even in the project phase, when the physical resources have not been acquired. The second theme is collaborative robotics and collaborative operations. Its main concept is the collaboration between robots and humans in the same process and environment, without protection fences or safety equipment, which are mandatory in processes with the conventional robots.
The integration between digital manufacturing and collaborative robotics is relevant as a way to validate a collaborative process. According to the Brazilian Ministry of Labor (Ministério do Trabalho, 2015), Regulatory Standard Number 12 (NR-12), item 12.38, states that "the danger zones of machinery and equipment must have safety systems, characterized by fixed protections, movable guards and interlocking safety devices, which guarantee protection to the health and physical integrity of workers." There was a normative impeachment, therefore, that made installing machines and equipment without adequate protection impossible, which is contrary to the characteristics and concepts of operation of a collaborative robot. A review of the NR-12 Standard was performed to outcome the initial impeachment of collaborative robots utilization in Brazilian industries. However, due to the novelty, available data for validating the benefits of the collaborative operations is still insufficient.
Validating the use of this type of robot from a virtual system results in a deeper social reflection than simple data collection and analysis of a process or experiment. This validation contributes to the subject when providing a comparison between scenarios without any real changes in the process.
This paper aims to answer the following research question: “What are the impacts of the insertion of a collaborative robot in an industrial process of the automotive industry?” In order to answer the research question, the main objective of this study is to simulate two different scenarios in the production line considering the production without the collaborative robots (actual scenario) and with them. This approach emphasizes the benefits of the digital manufacturing tools, since the collaborative robots were not acquired by the company. The results should support decision makers in their decision.
THEORETICAL BACKGROUND
For the theoretical review, some searches were performed in the Scopus data base (Scopus, 2019). Before starting the discussions, an overview of the search in Scopus, considering several aspects of the results, are presenting in the following. A search with the keywords “Human” and “Collaborative Robotics” returned an amount of 113 papers. Figure 1 shows the increase of publications in the area, whereas Figure 2 presents the number of documents by country.
Figure 1. Increase of publications - “Human” and “Collaborative Robotics”
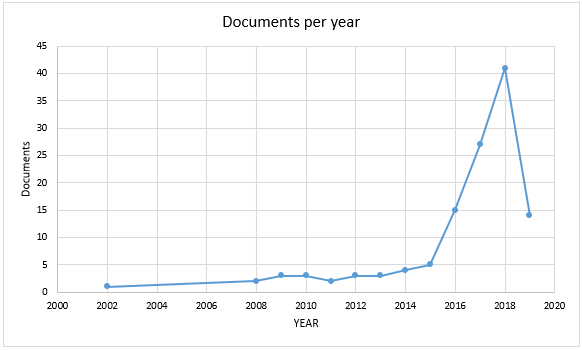
Source: adapted from Scopus, 2019
Figure 2. Documents by country - “Human” and “Collaborative Robotics”
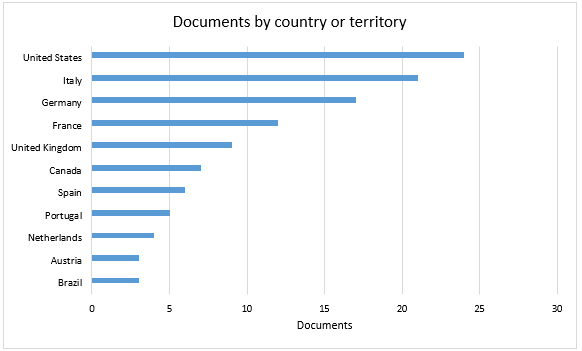
Source: adapted from Scopus, 2019
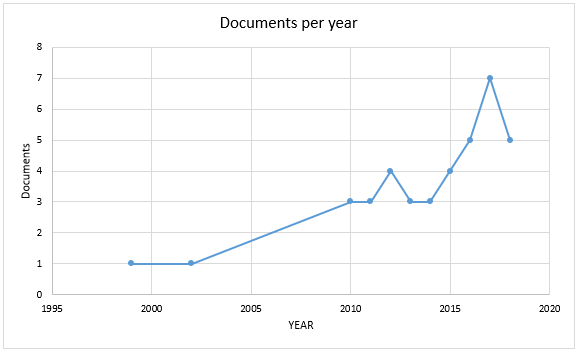
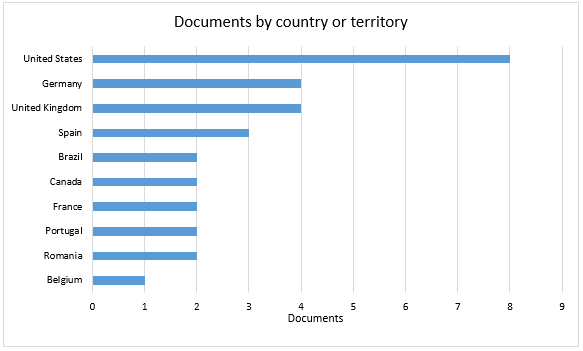
A second search with the keywords “Industry 4.0” and “Collaborative Robotics” returned 11 papers. Figure 3 shows the increase of publications in the area, whereas Figure 4 presents the number of documents by country.
Figure 3. Increase of publications - “Industry 4.0” and “Collaborative Robotics”
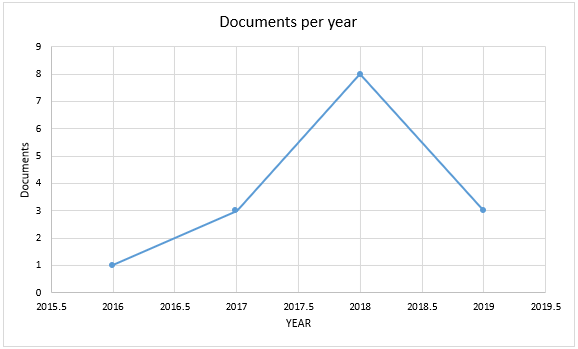
Source: adapted from Scopus, 2019
Figure 4. Documents by country - “Industry 4.0” and “Collaborative Robotics”
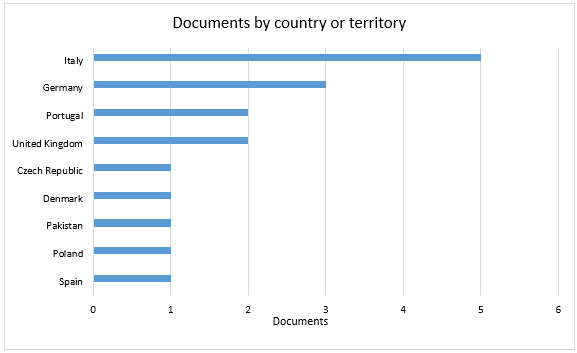
Source: adapted from Scopus, 2019
At last, a search with the keywords “Simulation” and “Collaborative Robotics” returned an amount of 38 papers. Figure 5 shows the increase of publications in the area, whereas Figure 6 presents the number of documents by country.
Figure 5. Increase of publications - “Industry 4.0” and “Collaborative Robotics”
Source: adapted from Scopus, 2019
Figure 6. Documents by country - “Industry 4.0” and “Collaborative Robotics”
Source: adapted from Scopus, 2019
After searching the articles, it becomes clear that the subject of collaborative robotics inside the context of Industry 4.0 is still not fully developed. Moreover, it should be noted that Brazilian publications in the area remain insufficient.
From the literature, some important topics related to the article’s subject are presented afterwards.
Industrial Revolutions
According to Schwab (2017), the word revolution means that more radical changes are coming. Revolutions have happened throughout the world’s history as new technologies and new ways of perceiving the world. These new developments generate changes in economic and social systems; historical data is used as reference, and it is well known that these changes can take a number of years to become reality.
The first major change in the human way of life, historically recorded ten thousand years ago, was the transition from foraging to agricultural practice. This was due to the need to increase agricultural production, and the need for heavier and bulky transports led to the domestication of animals (Schwab, 2017).
For Hopp and Spearman (2011), the first industrial revolution has changed the course of human existence in addition to drastically changing production practices. The most important innovation of this revolution was the creation of the steam engine by James Watt in 1765. The new power source has spread to applications in ships, trains, and mines as well as factories. Steam has released production from dependence on hydropower, providing a very large freedom for industry organizations.
For Hobsbawm (1996), the beginnings of the first revolution were technologically primitive because people had no interest in using more advanced technologies. Overall, the novelty was not in innovations, but in how individuals used the technologies available in the broad market that being created.
Considered a technological revolution based on the use of electricity and the assembly line, the second industrial revolution transformed family businesses into business organizations.
The third industrial revolution, also known as the technical-scientific revolution, began in the early 1970s and employed electronic systems and information technology to achieve automation of manufacturing processes. In this way, machines are characterized as more than a substantial proportion of manufacturing (Kagermann et al., 2013).
The fourth industrial revolution is expected to cause remarkable effects on global economy. From a pessimistic point of view, the revolution could lead to a decrease in productivity, while optimists state that technology and innovation will bring a turning point, that is, a unique opportunity to leverage productivity and economic growth (Schwab, 2017). Figure 7 shows graphically the marks of the industrial revolutions previous discussed and highlights the increase of complexity from the first to the fourth revolution.
Figure 7. The fourth industrial revolutions
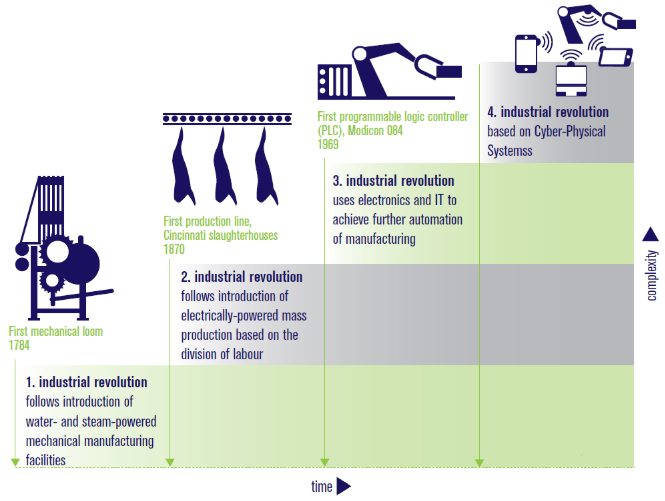
Source: adapted from Kagermann et al., 2013
Industry 4.0
The name Industry 4.0 was first recorded in 2011 at the Hannover Fair and is part of a strategy of the German government to develop high technology in its means of production (Drath and Horch 2014). Faced as a hype in the beginning it is an agreement nowadays that its concepts are spreading fast in the industrial environment.
The premise, according to Schwab (2017), is that technology will revolutionize all processes. The world’s leading technological innovations are on the verge of inevitable change, and the speed of these innovations from their development to their applications, is increasingly accelerated. The technological pillars of Industry 4.0 can be visualized in Figure 8. The adoption of each individual technology presented in the figure depends on the company’s activity sector.
Figure 8. Pillars of Industry 4.0
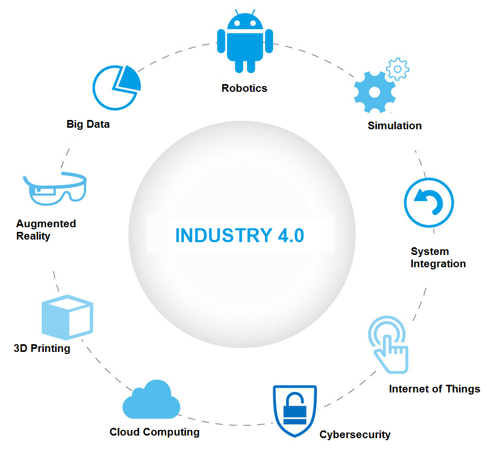
Source: adapted from IIES (2017)
Liao et al. (2017)’s study investigated the academic progress of Industry 4.0. A systematic literature review was carried out.
Yin et al. (2018) discuss production systems with a focus on the relation between product supply and customer demand in the context of Industry 2.0–4.0. Several comparisons for different production systems are performed.
For the authors Hermann et al. (2016), the main components of Industry 4.0 indicated in the literature are: Cyber Physical System, Internet of Things, and Intelligent Factory.
IoT allows objects to interact and cooperate with each other to make decisions and achieve their common goal (Hermann et al., 2016).
The intelligent factory has the ability to be aware of the reality of its component parts, making the connection of machines, workers, and their tasks possible (Hermann et al., 2016). Regardless of location, products, machines, and assembly lines can communicate, work together, and monitor each other with information exchanged instantly. A high level of automation is required. The CPS system will guarantee significant gains in efficiency, resources, and cost-effectiveness.
Lee et al. (2015) proposed in their work a unified 5-level architecture as a guideline for CPS implementation.
Schumacher et al. (2016) presented a maturity model for assessing Industry 4.0 readiness and maturity of manufacturing enterprises. The authors extend the dominating technology focus of recently developed models by including organizational aspects.
The study of Pereira et al. (2018) aims to review and analyze the presence of industrial results within the academic context in a systematic manner. The findings indicate an increase trend of this type of publication within the academia; further directions were suggested.
Considering that large, complex networks are the core structure of Industry 4.0, Pereira et al. (2018) investigated how network connectivity and the number of levels covered in nodes search affects the total of production tasks completely performed in the network. The analysis was performed through computational simulations. Results showed that the higher the network’s average degree is, the greater the number of tasks performed are. In addition, it showed that in general, the greater the levels defined in the search for nodes are, the more tasks can be completely executed.
Digital Manufacturing
Digital manufacturing is defined as a process that exists through the support of technology, which enables the integration between the factors: product, process, and resource. The use of computers, the internet, virtual reality software, and rapid prototyping, such as those produced by 3D printers, allows the analysis of all the characteristics of the product, process, and resource. The organization of this information will be essential to the creation of new solutions (Zhou et al., 2012).
According to Schuh et al. (2017), in their definition of Industry 4.0’s maturity index, the digitalization of products and processes is a fundamental requirement for Industry 4.0 to be implemented. Figure 9 presents the several steps (6) a company should follow to reach the completeness of Industry 4.0. When a new step is achieved, more value is aggregated to the business.
Figure 9. Industry 4.0 maturity index
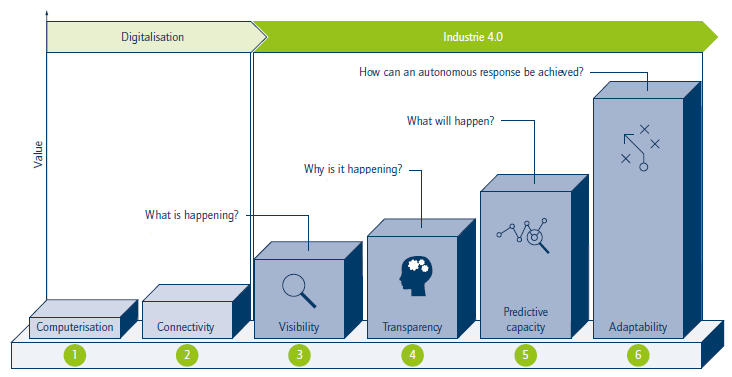
Source: adapted from Schuh et al. (2017)
Collaborative Robotics
Collaborative robots are robots designed to directly assist the human being in a task without their isolation, because they present the necessary security to perform work with humans (Masinga et al., 2015, p. 1495).
According to Vysocky and Novak (2016), implementing a collaborative robot in a factory will imply several advantages for the company, such as:
a) preventing human beings from performing repetitive, non-ergonomic, and dangerous work;
b) generating products with great quality and beneficial cost-benefit, besides presenting an increase in productivity;
c) presenting greater competitiveness with respect to countries with cheap labor.
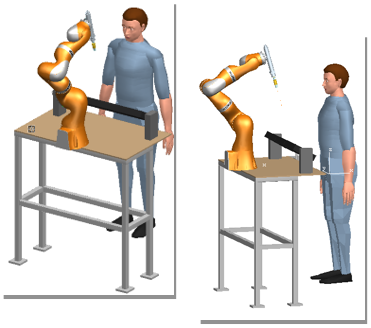
The use of a collaborative robot in a productive process results in the fusion of the advantages of the collaborative use of a robot with the work of an operator. Figure 10 illustrates the level of collaboration that exists between a robot and a man. In the first level, there is no collaboration between the man and the robot. In the last level, the workspace is fully shared between the man and the robot. The approach presented in this paper revolves around this precise manner of interaction.
Figure 10. Levels of collaboration between a man and a robot
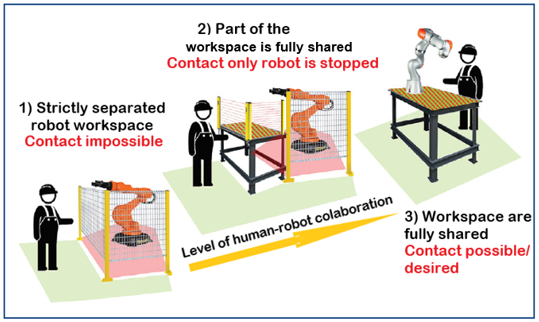
Source: adapted from Vysocky and Novak (2016)
Some articles are presented to discuss the current state of collaborative robotics and collaborative operations.
The work of Vasconez et al. (2019) presents a survey of human-robot interaction in collaborative operations in agriculture. The aim was to present applications focused on improving the working conditions, agility, efficiency, safety, productivity, and profitability of agricultural processes in cases where manual labor cannot be replaced by but can be complemented with robots.
The focus of the work of Askarpour et al. (2019) was to develop non-deterministic formal model of operator behavior that captures the hazardous situations resulting from human errors. The model allows safety engineers to refine their designs until all plausible erroneous behaviors are considered and mitigated.
Neves et al. (2018) emphasize the benefits of using mixed reality in robotics. Their findings show how mixed reality can be used to allow users with limited programming experience to fully use the robotics fields.
The work of Bruno and Antonelli (2018) addresses the task assignment problem by proposing a method for the classification of tasks starting from the hierarchical decomposition of production activities.
In Mendes et al. (2018), a flexible programming and orchestration system for human-robot collaborative tasks was proposed. Five different interaction modes were suggested to test two Task-Managers acting as orchestrators between a human co-worker and a robot.
Andersen et al. (2017) investigated the benefits of integrating collaborative robotic manipulators with autonomous mobile platforms for flexible part feeding processes in an Industry 4.0 production facility.
An important barrier to be overcome regarding collaborative robots in industry is that people might feel uncomfortable with sharing activities with a robot. The work of Eimontaite et al. (2018) reported how static graphical signage can improve performance and reduce anxiety in participants physically collaborating with a semi-autonomous robot. The authors affirmed that it is the first work to explore that issue.
Sadik et al. (2017) developed a scheduling algorithm for a collaborative operation among two workers and a collaborative robot. The problem could be treated as a flow shop scheduling problem.
Khalid et al. (2018) explored in their work the risk of cyber-attacks in cyber physical collaborative operations. The paper introduced a security framework for the application of human-robot collaboration in a futuristic industrial cyber-physical system (CPS) context of industry 4.0.
The research presented in the work of Vasquez and Jabi (2015) utilizes industrial robotic arms and new material technologies to model and explore a prototypical workflow for on-site robotic collaboration based on feedback loops.
In the medical area, the use of collaborative robots remains promising. The work of Chi et al. (2018) discusses a semiautonomous robotic catheter platform, proposing a method to address anatomical variability among aortic arches.
Pauline et al. (2017) presented a generic method for performing detailed ergonomic assessments of co-manipulation activities and its application to the optimal design of collaborative robots.
In their work, Dombrowski et al. (2017) demonstrate the use of interactive simulation as a tool for work cell validation and optimization. It is an example of how simulation should improve analysis in the scenario of collaborative operations.
METHODOLOGY
For this work to be developed, data was collected from a shop floor of an industrial process of the automotive branch. The data was collected in loco. All the process information was provided by the company, so it was possible to represent it in the virtual environment. Among the data provided are the assembly sequence, the time of each task in the assembly, the arrangement of the layout, and the resources used. The analysis was made from the cycle time of the tasks. Thus, it was possible to compare whether the time of the virtual environment was close to the one made available by the company, thus the original simulation scenario was validated.
Through an exploratory research, this data was used to elaborate two simulation models: the first model reproduced the existing process, while the second simulated the original process with the collaborative robot in interface with the operator. The research enables the development of a solution that can effectively be applied in the real world. The simulations were carried out through Plant Simulation and Process Simulate software, both from Siemens Product Lifecycle Management Software Inc.
MODELING AND SIMULATION
Standard Process
For process modeling, actual manufacturing and product data was collected from an item on the line of consoles and panel. Located in the city of São Bernardo do Campo in the state of São Paulo, Brazil, the company operates in the automotive sector. Product A is produced in a line composed of eleven cells of manual processes.
The collected data includes layout information, process description, methods-time measurement (MTM), equipment relation, line efficiency, cycle time, and product math. From the data, the modeling was developed in the Process Simulate and Plant Simulation software.
The digital twin model is the simulation that represents the actual manufacturing process of a product (Schuh et al., 2017). The manual process of subset B will be converted into the virtual environment through three steps: the first is the importing of the objects, the second the positioning, and the third is the sequencing of the process. With the developed digital twin, two more steps can be performed, subsequently collecting and analyzing the results.
The Process Simulate software does not have its own standard library, therefore, all required objects are inserted into the JT extension. This type of extension is the first international standard ISO 14306-1 for collaboration and visualization of 3D drawings, language used in Siemen’s platform Product Lifecycle Management (PLM).
Product A is the output of a selected assembly line in the industry. To compose product A (Figure 11), subdivided processes are required, which constitute eleven workstations. The final product assembled for the customer is composed of the subassemblies manufactured in the other stations. The finished product A is fixed to the body of the car.
Figure 11. Assembly composition of product A
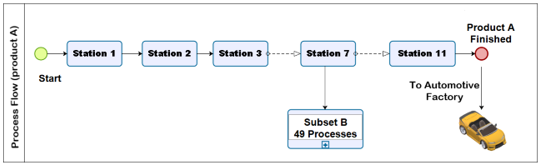
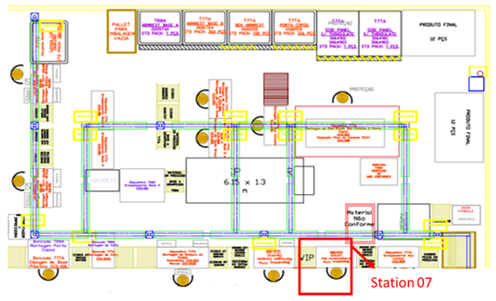
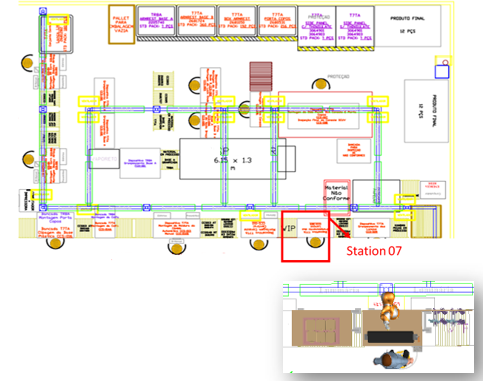
The layout depicted in Figure 12 illustrates the position of each workstation, along with the intermediate stocks and the entire assembly line installation. The selected station of the chosen process was 07, where the subset B (which constitutes product A) is manufactured. This station comprises forty-nine sub processes, from the positioning of the primary subset to the allocation of the finalized subset to the customer.
Figure 12. Process layout
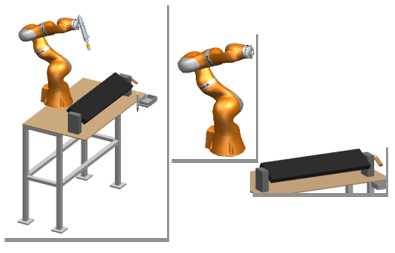
In addition to the layout, furniture such as support benches for assembling the subset B, intermediate buffers, tools such as screwdriver, marker pen and swivel device, components of subset B as plate, set 1, body 1, and screws were added to the model (Figure 13). Process Simulate software is not focused on 3D modeling; however, it offers the Modeling function, in which the desired object is created.
Figure 13. Station 7 (Components)
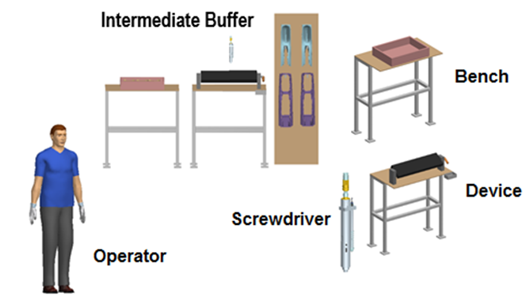
Assembly of subset B is conducted on a fixed bench at station 07, where the entire manual assembly sequence is performed. On the workbench one can find the device that assists the sequence of adding and assembling parts. The intermediate buffers are located next to the main bench.
All fastening of the subassembly is completed with the aid of a screwdriver that is positioned at a height of 40 cm above the bench. The screwdriver can be handled across the workbench. Its range enables the fastening processes to be performed in an ergonomic way.
According to BOM (Bill of Materials), i.e. the list of materials and parts, subset B is composed of five sub items divided into two levels of BOM, as shown in Table 1.
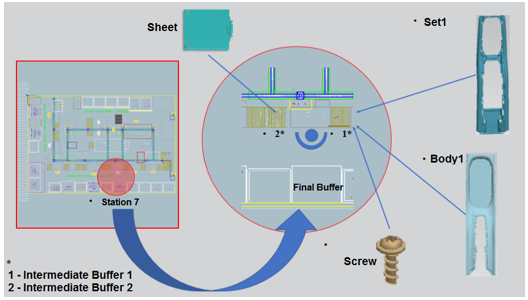
The positioning follows the actual layout of the process, respecting all physical distances, access of materials and tools as well as movement space for the operators. Location fidelity and real availability of space is a key factor for accurate data analysis after modeling. To leave the simulation as close as possible to the reality of manual manufacturing, both the intermediate buffers and the location for the final rack where the subset B is to be allocated are created on the layout. Figures 14 and 15 illustrate and detail the positioning of this cell.
Table 1. Bill of materials used to assemble subset B
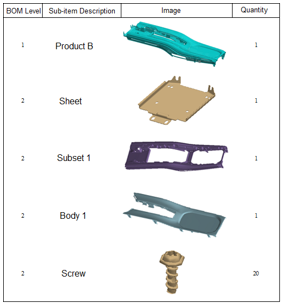
Figure 14. Positioning of Station 7
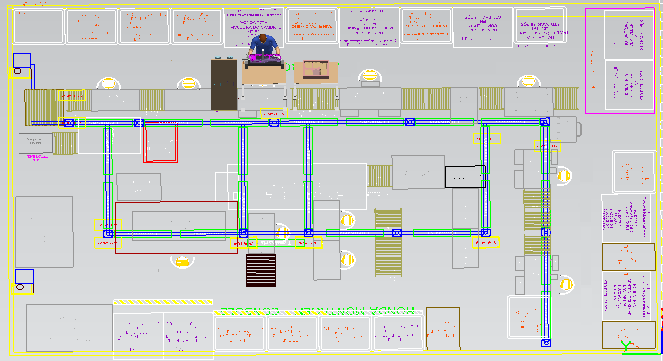
Figure 15. Part input in Station 7
The console assembly process begins with positioning the subassembly in the device (Figure 16) that will assist the operator in the next steps. The total time for this initial process is 5.934 seconds, as shown in Table 2.
Figure 16. Subset positioning
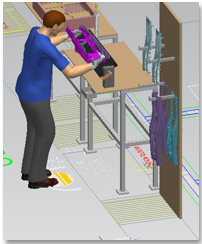
Table 2. Step 1 of subset assembly

After those steps, the process proceeds with the attachment of the subset. This fastening consists of two processes including 5 screws on each side of the part positioned in the device. With the magneto-screwdriver, these screws have a torque of 1.5 N / m, with a tolerance of ± 0.5 N / m. This stage of the assembly adds to the process plus 49.79 seconds, according to Table 3.
Table 3. Step 2 of the subset assembly
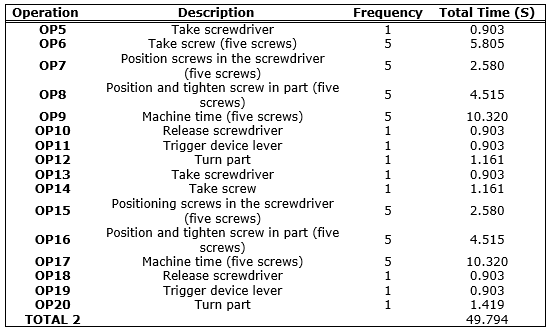
After fixing this set of parts, checking is necessary to ensure that all nine clips mounted on the previous station are in the subset. In the verification (Figure 17) a pen is used, which identifies the location of each plastic clip required to the subset, totaling 14.19 seconds added to the process (Table 4).
Figure 17. Check the presence of clips
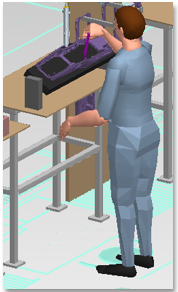
Table 4. Step 4 of subset assembly
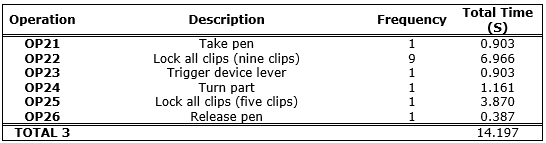
Figure 18. Adding the metal sheet
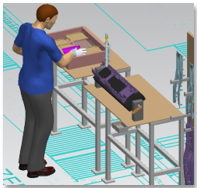
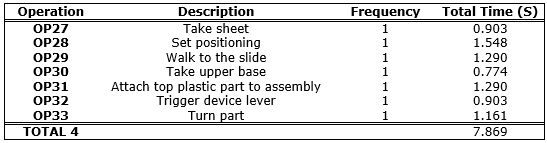
In order for the subset assembly to continue, a metal plate is positioned at the top (Figure 18) that precedes the fitting of the Body1. To insert the plastic part (Figure 19), the operator moves to the intermediate buffer to withdraw it and insert it later into the set in process. Activate the lever of the device is necessary. Lever actuation allows for 180-degree rotation in the direction opposite to the operator’s location. In the end, 7.869 seconds are added to the assembly, as shown in Table 5.
Figure 19. Adding the Body1

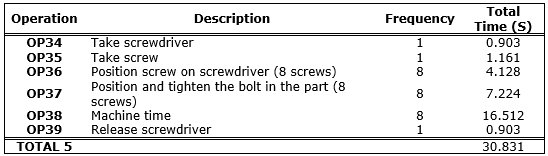
The new parts added to the assembly need to be fixed with 08 screws. This procedure happens with the magnetic screwdriver and the proper positioning so that the pieces are fixed properly. This operation adds the assembly plus 30.831 seconds (Table 6).
Table 5. Step 5 of subset assembly
To ensure the quality and safety of the subassembly attachment, the 18 screws need to be checked with a pen. In a later check, it is necessary to activate the lever to rotate the device 180 degrees towards the operator, which makes it possible to check for the presence of two more clips. The time of this process is 23.220 seconds (Table 7).
Table 6. Step 6 of subset assembly
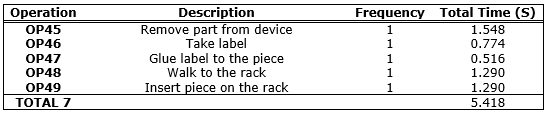
To complete the operation of station 7, the completed set is removed from the device. A label must be attached to the part and then placed on the shipping cradle. The process is described in Table 8.
Table 7. Step 7 of subset assembly
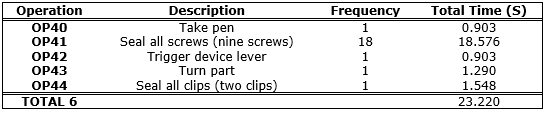
Table 8. Step 8 of subset assembly
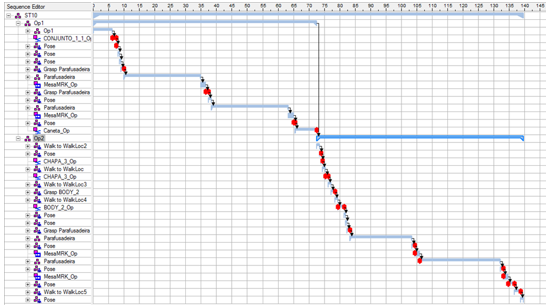
Process Simulate software provides tools that assist in activities such as process time analysis, ergonomics, and analysis of the possibility of layout and operations adjustments. After creating the assembly processes, it is possible to generate the Gantt Chart. This feature helps visualizing the process from a logical point of view regarding the times, sequence, and hierarchy adopted in operations. The Gantt Chart, as shown in Figure 20, is a graph used to analyze the time, hierarchy, and relationship of different operations of a process. According to the graph, the virtual model represented the current reality of the manual manufacturing process of subset B, demonstrating the same process time in the simulation and the MTM (Methods-Time Measurement) supplied by the company. The total time to manufacture a part is 140 seconds.
Figure 20. Gantt Chart of the original process
Process with Collaborative Robot
The new proposed model uses the insertion of collaborative robotics, in which the actual process is changed for the simultaneous use of the manual and robotized ones (collaborative process). The manual process of the subset B will undergo the interaction of the processes with the collaborative robot LBR iiwa, a product of KUKA Roboter.
The simulation steps follow the same sequence as the digital twin model. The first step is importing the objects, the second involves the positioning and the third relates to the sequencing of the process. With the developed study model, a comparison of the two manufacturing processes can be established—the real one and the model that represents the insertion of the collaborative robot.
The layout depicted in Figure 21 illustrates the position of each workstation along with the intermediate stocks and the entire installation of the assembly line. In the selected station 7, the robot was inserted in the fixed stand where the device is located. The robot in this model has the tool that will fix the components of subset B.
Figure 21. Layout with collaborative robot
In addition to the layout, furniture such as support benches for subset B assembly and intermediate buffers, tools such as screwdriver, marker pen and swivel device, components of subassembly B as plate, set 1, body 1, screws, and the collaborative robot were added to the model, as shown in Figure 22.
Figure 22. Layout with collaborative robot

The subset B is assembled on a fixed bed in station 7, where the entire manual mounting sequence is performed. On the bench (Figure 23) the collaborative robot, the device that assists the sequence of addition and assembly of parts, is located.
Figure 23. Bench, device, and robot
All fixation of the subset is done with the aid of the robot that has a screwdriver attached to its arm (Figure 24). The robot can reach across the entire bench. This range makes it possible to fasten the screws after they have been positioned by the operator.
Figure 24. Elements used for the fixation of the subset
The positioning of the new model also follows the actual layout of the process, respecting all physical distances, access of materials, and tools as well as movement space for the operators. The insertion of the robot requires that location fidelity and real availability of space be a key factor for accurate analysis of data after modeling. In order to certify that the simulation is as close as possible to an application of the model, the workstation with the robot, intermediate buffers, and the location for the final rack, where the finished subassembly will be allocated, were created on the layout.
After the insertion of the collaborative robot, the assembly process starts in the same way as the actual manufacturing process of the console. This process starts with positioning the subset in the device (Figure 25) that will assist the operator in the next steps. The total time for this initial process is 5.934 seconds, as shown in Table 9.
Figure 25. Positioning of the subset with collaborative robot
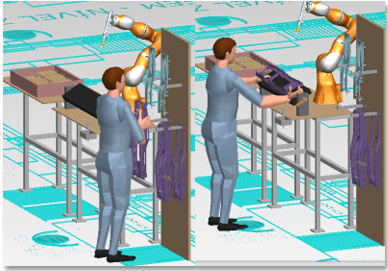
Table 9. Step 1 of subset assembly with collaborative robot

The process then follows with the fixing of the subset (Figure 26). The 10 screws that will be fixed are positioned in their respective holes, after which the robot begins operating. This fixation is made with the screwdriver fixed to the robot. This process applies a torque of 1.5 N / m, with tolerance varying by ± 0.5 N/m for each of the screws. After fixing this set of parts, a check is necessary to ensure that all 14 clips mounted on the previous station are in the subset. This operation begins in parallel with the process of completing fixing the screws carried out by the robot. This assembly step accounts for the process plus 41.976 seconds (Table 10).
Figure 26. Fixing using collaborative robot
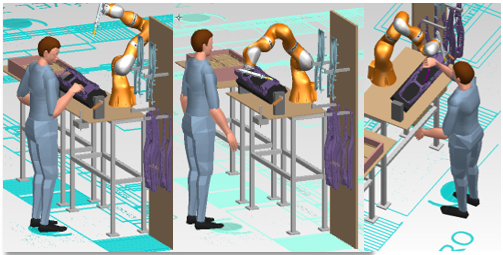
Table 10. Step 2 of subset assembly with collaborative robot

After the verification is complete, the operator walks to the intermediate buffer to pick up the metal sheet and top base and fit it into the device (Figure 27), totaling 5.805 seconds added to the process (Table 11).
Figure 27. Metal sheet and top base fixing
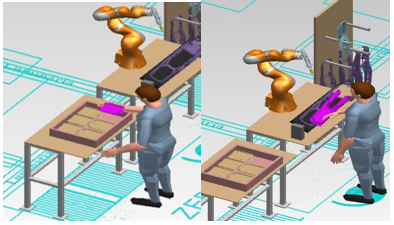
Table 11. Step 3 of subset assembly with collaborative robot

The new parts added to the assembly need to be secured with eight screws. These screws are positioned, and the fastening is performed by the robot that has the screwing tool (Figure 28). All screws must be identified in their respective holes. This checking step is done with a pen. This operation adds 48.127 seconds to the assembly (Table 12).
Figure 28. Positioning and fixing screws using Cobot
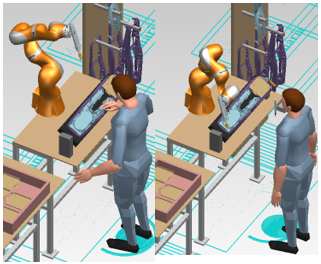
Table 12. Step 4 of subset assembly with collaborative robot

To finish the operation of station 7, the completed set is removed from the device (Figure 29). It is then necessary to paste a label onto the part and subsequently place the assembly in the shipping chassis. The sequence of this last step is described in Table 13.
Figure 29. Removing subset
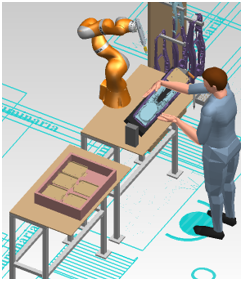
Table 13. Step 5 of subset assembly with collaborative robot

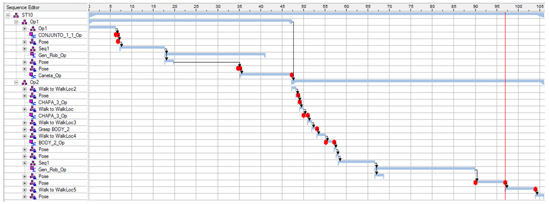
The Gantt Chart, as shown in Figure 30, is used to analyze the time, hierarchy, and relationship of different operations of a process. The virtual model modeled the manual manufacturing process of subset B with the insertion of the collaborative robot.
One can observe that the same process time in the simulation and the MTM provided by the company produced different results. The total time to manufacture a part after the robot’s operation is 107 seconds as shown in Figure 30. The process with the collaborative robot had their total time reduced by 33 seconds when compared to the non collaborative process. In addition, it became verifiable that in this case parallel operation of the robot and the operator is possible.
Figure 30. Gantt Chart – New model
DISCRETE EVENT SIMULATION
The software used to develop the virtual twin with discrete analysis was the Plant Simulation from Siemens. The simulation flow should also represent virtually the reality of a process (Schuh and Günter, 2017), factory, or systems integrated by probabilistic means. The fidelity of the data supplied in the virtual environment with the real ones must be of high level in order for results to be guaranteed. For this reason, the integration between project areas is pivotal (Turner et al., 2016). Applying this software enables the collection of information such as the process cycle time, possible bottlenecks, and percentage of the use of operators and machines. The variety of information obtained from the virtual environment can aid in the management of production, maintenance, material resources, or energy.
Steps of the simulation flow
The main steps for elaborating the simulation flow are shown in Figure 31.
Figure 31. Steps and development of the simulation flow

In order to develop the simulation of the subset B process, these steps were used. The modeling agent must understand the real reason for the simulation, which variables and information will influence the analysis beyond understanding at the end of the study. The process premises must ensure that the virtual twin is effectively represented.
The subset B process was modeled with the objective of analyzing the impact when inserting the collaborative robot into the manual process. The processes will be compared through the values of the cycle time, the daily productivity, the rate of robot utilization and the operator. The assumptions of this process will be the schedule (Table 14) of the factory’s operation and the number of operators that will work in the station, which should be limited to one.
Table 14. Schedule of the factory’s operation

The input information for the flow simulation was provided by the company, among them are the process layout, the MTM of the operator that declares all the drives and sequences to execute the assembly process of the subset B.
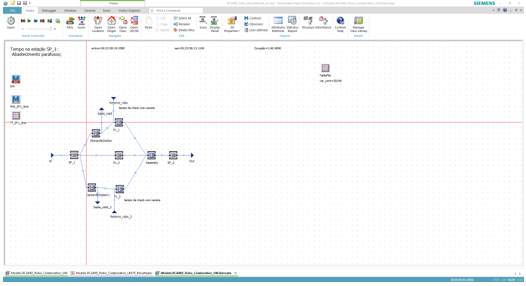
Modeling and logical sequencing were developed within the software using the standard library tools (Figure 32) and custom logic methods. Through the combination of the standard objects, sequences, interlocks, premises, and input information, the virtual twin faithfully represents the real process (Figure 33).
Figure 32. Standard library

The analysis of the results is the stage at which verification indicates whether the obtained results represent true system behavior or suffer the influence of inaccurate modeling. It is necessary to emphasize that a correct result is not necessarily a set of positive results. In this way, after the analysis was completed, the validation of the process represented by the official models was obtained.
Figure 33. Real process modeling
Discrete Simulation Results and Analysis
The results obtained from the discrete simulation in the Plant Simulation software are presented in Table 15.
Table 15. Simulation results
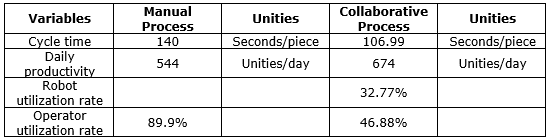
It is observable that the cycle time of the collaborative process suffered a reduction of 33.01 seconds in relation to the manual process. This variation in the cycle time of the assembly of a part occurs due to the insertion of a collaborative robot. The robot has a higher speed in the execution of the screwing operation because it eliminates activities such as turns in the assembly device, which the operator executed to gain access to the points that would be screwed. Moreover, the robot has better precision in the movement, thus avoiding unnecessary displacements.
Daily productivity started with 544 pieces per day; after the new process was implemented, the number reached 674 pieces per day. This is a consequence of reducing the cycle time because the available period for the production remained unchanged in the two scenarios.
The operator’s utilization rate was considerably reduced from 89.90% in the manual process to 46.80% in the collaborative process, according to Table 16.
Table 16. Operator’s utilization

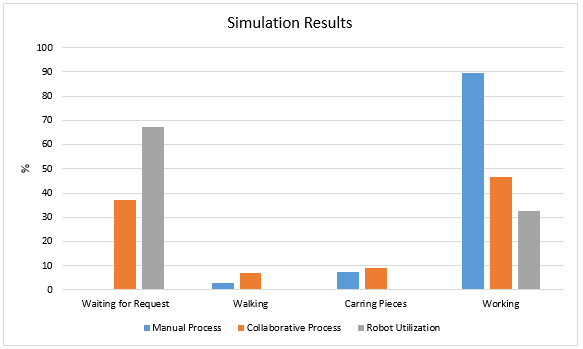
Figure 34 summarizes the results presented in Tables 15 and 16. The justification for the results is due to the fact that in the new proposal the screwing activity was transferred totally to the collaborative robot, and the verification step with the pen executed by the operator is performed while the robot finishes the screwing. When citing the utilization rate of the robot as 32.77%, one can observe that there was more than a substitution of manual labor. The sum of the operator’s use with that of the robot is inferior to 89.90%. This is due to the reduction of necessary manual operations and also the possibility of the parallel operation of the robot and the operator.
Figure 34. Processes comparison
Even if there is a decrease in the total cycle time in the collaborative process, it is crucial to remember that this operation would be inserted in a serial line; therefore, this decrease would not trigger changes in the entire line. An essential note relates to the opportunity to change the process, as it allows the use of this type of robot whose advantages are potentially measurable and possible to be applied.
CONCLUSIONS
The research presented in this article aimed to perform the analysis of the insertion of a collaborative robot in a manual automotive assembly line. For this analysis, a digital manufacturing software tool was used. A virtual reproduction of the product’s manufacturing cell in the two proposals: the current model and the one employing a collaborative robot. The two software used (Plant Simulation and Process Simulate) were able to provide current and real data, which was used to compare both processes. These results were vital to answering the question: “What are the impacts of the insertion of a collaborative robot in an industrial process of the automotive industry?” It is possible to conclude that the collaborative robot in conjunction with manual labor can bring benefits such as eliminating and reducing time for operations. Process Simulate software was able to bring visual information about the feasibility of inserting the robot into the cell, demonstrating the needs of physical space as well as ergonomics data. Although not being the objective of this work, that could be the inspiration for a new study in the future. Plant Simulation software provided cycle time, percentage of operator, and robot utilization data. This data proved crucial to evaluate the differences between the current assembly operation and the one proposed by this research. The simulations performed in the two virtual environments provided the anticipation of information that would only be conventionally obtained with cell changes in the real physical environment. The anticipation of the data allows planning the possible insertion of the robot, conducted with maturity, and eventually a clear visualization of its effects is made possible. The use of a collaborative robot in Brazil has become recent in normative terms; however, this work was able to demonstrate the possibility of applying its respective impacts. Furthermore, it indicated that collaborative technology is functional and can increase the competitiveness of Brazilian companies in the global market.
REFERENCES
Andersen, R. E.; Hansen, E. B.; Cerny, D.; Madsen, S.; Pulendralingam, B.; Bøgh, S.; Chrysostomou, D. (2017), “Integration of a Skill-based Collaborative Mobile Robot in a Smart Cyber-physical Environment”, Procedia Manufacturing, Vol. 11, pp. 114-123.
Askarpour, M.; Mandrioli, D.; Rossi, M.; Vicentini, F. (2019), “Formal model of human erroneous behavior for safety analysis in collaborative robotics”, Robotics and Computer-Integrated Manufacturing, Vol. 57, pp. 465-476.
Bruno, G.; Antonelli, D. (2018), “Dynamic task classification and assignment for the management of human-robot collaborative teams in workcells”, The International Journal of Advanced Manufacturing Technology, Vol. 98, No. 9-12, pp. 2415-2427.
Chi, W.; Liu, J.; Rafii-Tari, H.; Riga, C.; Bicknell, C.; Yang, G-Z. (2018), “Learning-based endovascular navigation through the use of non-rigid registration for collaborative robotic catheterization”, International Journal of Computer Assisted Radiology and Surgery, Vol. 13, No. 6, pp. 855–864.
Dombrowski, U.; Stefanak, T.; Perret, J. (2017), “Interactive Simulation of Human-robot Collaboration Using a Force Feedback Device”, Procedia Manufacturing, Vol. 11, pp. 124-131.
Drath, R.; Horch, A. (2014), “Industrie 4.0: Hit or Hype?”, IEEE Industrial Electronics Magazine, Vol. 8, No 2, pp. 56–58.
Eimontaite, I.; Gwilt, I.; Cameron, D.; Aitken, J. M.; Rolph, J.; Mokaram, S.; Law, J. (2018), “Language-free graphical signage improves human performance and reduces anxiety when working collaboratively with robots”, The International Journal of Advanced Manufacturing Technology, Vol. 100, No. 1, pp. 55-73.
Hermann, M.; Pentek, T.; Otto, B. (2016), "Design Principles for Industrie 4.0 Scenarios" 2016 49th Hawaii International Conference on System Sciences (HICSS), Koloa, HI, pp. 3928-3937.
Hobsbawm, E. J. (1996), The Age of Revolutions: 1789-1848, Vintage Books.
Hopp, W. J.; Spearman, M. L. (2011), Factory Physics, Waveland Press.
IIES (2017), Industria 4.0, available from: http://iies.es/eventos/industria-4-0, (access 20 nov. 2017).
Kagermann, H.; Wahlster, W.; Helbig, J. (2013). Recommendations for Implementing the Strategic Initiative INDUSTRIE 4.0, Berlin: Industrie 4.0 Working Group of Acatech.
Khalid, A.; Kirisci, P.; Khan, Z. H.; Ghrairi, Z.; Thoben, K-D.; Pannek, J. (2018), “Security framework for industrial collaborative robotic cyber-physical systems”, Computers in Industry, Vol. 97, pp. 132-145.
Lee, J.; Bagheri, B.; Kao, H-A. (2015), “A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems”, Manufacturing Letters, Vol. 3, pp. 18-23.
Liao, Y.; Deschamps, F.; Loures, E. F. R; Ramos, L. F. P. (2017), “Past, present and future of Industry 4.0 - a systematic literature review and research agenda proposal”, International Journal of Production Research, Vol. 55, No. 12, pp. 3609-3629.
Masinga, P.; Campbell, H.; Trimble, J. A. (2015), “A framework for human collaborative robots, operations in South African automotive industry”, IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), pp. 1494-1497.
Mendes, N.; Safeea, M.; Neto, P. (2018), "Flexible programming and orchestration of collaborative robotic manufacturing systems", 2018 IEEE 16th International Conference on Industrial Informatics (INDIN), pp. 913-918.
Ministério do Trabalho (2015), “NR-12: Segurança no trabalho em máquinas e equipamentos, Portaria MTb n.º 3.214, jun. 1978”, available from: http://trabalho.gov.br/images/Documentos/SST/NR/NR12/NR-12atualizada2015II.pdf (access 22 nov. 2017).
Neves, J.; Serrario, D.; Pires, J. R. (2018), "Application of mixed reality in robot manipulator programming", Industrial Robot: An International Journal, Vol. 45, No. 6, pp.784-793.
Pauline, M.; Vincent, P.; Yvan, M.; Philippe, B. (2017), “Human-oriented design of collaborative robots”, International Journal of Industrial Ergonomics, Vol. 57:88e102.
Pereira, A.; Simonetto, E. O.; Putnik, G.; Castro, H. C. G. A (2018), “How connectivity and search for producers impact production in industry 4.0 networks”, Brazilian Journal of Operations and Production Management, Vol. 15, pp. 528-534.
Pereira, G. B.; Santos, A. P. L.; Cleto, M. G. (2018), “Industry 4.0: glitter or gold? A systematic review”, Brazilian Journal of Operations and Production Management, Vol. 15, pp. 247-253.
Sadik, A. R.; Taramov, A.; Urban, B. (2017), "Optimization of tasks scheduling in cooperative robotics manufacturing via johnson’s algorithm case-study: One collaborative robot in cooperation with two workers", 2017 IEEE Conference on Systems, Process and Control (ICSPC), pp. 36-41.
Schuh, G.; Anderl, R.; Gausemeier, J.; Hompel, M.; Wahlster, W. (2017), Industrie 4.0 Maturity Index, available from: https://en.acatech.de/wp-content/uploads/sites/6/2018/03/acatech_STUDIE_Maturity_Index_eng_WEB.pdf (access 24 oct. 2017).
Schumacher, A.; Erol, S.; Sihn, W. (2016), “A maturity model for assessing Industry 4.0 readiness and maturity of manufacturing enterprises”, Procedia CIRP, Vol. 52, pp. 161– 166.
Schwab, K. (2017), The Fourth Industrial Revolution, Crown Business.
Scopus (2019), available from: www.scopus.com (access 21 jan. 2019).
Turner, C. J. et al. (2016), “Discrete event simulation and virtual reality use in industry: new opportunities and future trends”, IEEE Transactions on Human-Machine Systems, Vol. 46, No. 6, pp. 882-894.
Vasconez, J. P.; Kantor, G. A.; Cheein, F. A. A. (2019), “Human–robot interaction in agriculture: A survey and current challenges”, Biosystems Engineering, Vol. 179, pp. 35-48.
Vazquez, A. N.; Jabi, W. (2015), “A Collaborative Approach to Digital Fabrication: A Case Study for the Design and Production of Concrete ‘Pop-up’ Structures”, International Journal of Architectural Computing, Vol. 13, no. 2, pp. 195–216.
Vysocky, A.; Novak, P. (2016), “Human-Robot Collaboration in Industry”, Science Journal, pp. 903-906.
Yin, Y.; Stecke, K. E.; Li, D. (2018), “The evolution of production systems from Industry 2.0 through Industry 4.0”, International Journal of Production Research, Vol. 56, no. 1-2, pp. 848-861.
Zhou, Z.; Xie, S.; Chen, D. (2012), Fundamentals of Digital Manufacturing Science, Springer.
Received: 25 Feb 2019
Approved: 06 Apr 2019
DOI: 10.14488/BJOPM.2019.v16.n2.a8
How to cite: Lima, F.; Carvalho, C. N.; Acardi, M. B. S. et al. (2019), “Digital Manufacturing Tools in the Simulation of Collaborative Robots: Towards Industry 4.0”, Brazilian Journal of Operations & Production Management, Vol. 16, No. 2, pp. 261-280, available from: https://bjopm.emnuvens.com.br/bjopm/article/view/785 (access year month day).